Ang argon arc welding: ang prinsipyo ng trabaho, kung paano pumili, ang pinakamahusay na mga makina
Hindi tulad ng paraan ng MMA, ang pag-welding ng argon ay nagbibigay-daan sa iyo upang lumikha ng mas tumpak na mga tahi na hindi kailangang linisin. Kahit na ang pamamaraang ito ay maaaring kumonekta hanggang sa walong uri ng mga metal. Tutulungan ka ng aming artikulo na pumili ng isang welding machine para sa argon-arc welding, upang ito ay angkop para sa iyong mga pangangailangan, at ipapakita ang rating ng mga nasubok na mga modelo na may mga positibong pagsusuri, pati na rin ang mga welder tulad ng kanilang mga katangian.

Ang pagpili ng mga kalakal ay isinasagawa batay sa mga pagsusuri, opinyon at rating ng mga gumagamit na nai-post sa iba't ibang mga mapagkukunan sa Internet. Ang lahat ng impormasyon ay nakuha mula sa bukas na mga mapagkukunan. Hindi kami nakikipagtulungan sa mga tagagawa at trademark at hindi tumawag para sa pagbili ng ilang mga produkto. Ang artikulo ay para sa mga layuning pang-impormasyon lamang.
Ang prinsipyo ng pagpapatakbo ng argon arc welding
Sa internasyonal na pagtatalaga, ang pamamaraan ng argon-arc ay may pagdadaglat na TIG. Ito ay aktibong ginagamit sa pagmamanupaktura at sa mga workshop. Gamit ito, ang mga basag na bahagi ng kotse ay konektado (mga sumpa ng langis, mga bloke ng paglamig sa makina), mangolekta ng mga lalagyan para sa mga industriya ng pagkain at kemikal, hindi kinakalawang na daang riles ng tren, mga kolektor, mga filter para sa likido ay ginawa, atbp. mga produkto.
Ang prinsipyo ng argon welding ay upang ikonekta ang mga metal na may de-kuryenteng arko sa isang kapaligiran ng gasolina. Para sa proseso, kailangan mo ng isang kasalukuyang mapagkukunan na nagpapababa ng boltahe at nagpapataas ng amperage. Ang kasalukuyang ay ibinibigay sa isang burner na nilagyan ng isang tungsten elektrod. Ito ay hindi kayang gamitin, kaya't mas madali para sa welder na kontrolin ang haba ng arko, na dapat ay 2-5 mm. Nag-uugnay ang mass cable sa produkto.
Ang pagpindot sa dulo ng karayom ng tungsten sa bahagi ay nakakaaliw ng isang electric arc. Para sa mga manipis na tahi, hindi kinakailangan ang transverse vibrations - ang elektrod ay tumatakbo nang maayos, mula kanan hanggang kaliwa kasama ang linya ng seam, ang magkasanib na ibabaw ay makinis bilang isang salamin. Kung mayroong isang agwat sa pagitan ng mga bahagi o kinakailangan upang mapalawak ang mga hangganan ng seam, pagkatapos kapag pinangungunahan ang sulo, ang welder ay gumagawa ng mga menor de edad na panginginig sa mga gilid, na itinatatag ang weld pool. Nag-aambag ito sa pagbuo ng mga maliliit na kaliskis.

Proseso ng pag-welding ng argon.
Ang temperatura ng arko ay saklaw mula 2000 hanggang 5000 degree, depende sa kasalukuyang lakas. Pinapayagan nitong matunaw ang mga gilid ng metal at ikonekta ito sa isang manipis na tahi. Upang palakasin ang disenyo, ginagamit ang isang wire ng tagapuno, na pinapakain ng pangalawang kamay ng welder sa weld pool. Kaya, maaari mong dagdagan ang taas ng roller, bigyan ang seam ng isang scaly na hugis, at kahit na magsagawa ng pag-surf sa metal para sa kasunod na machining (pag-agos sa isang lathe, paggiling).
Ang inert gas argon ay ginagamit upang protektahan ang weld pool mula sa panlabas na kapaligiran. Ito ay ibinibigay mula sa silindro sa burner at lumilipas ng ordinaryong hangin. Tinatanggal nito ang pagbuo ng mga pores sa istraktura ng weld. Ang koneksyon ay masikip at matibay. Kaayon, ang proteksiyon na gas ay pinapalamig ang tungsten electrode at ang ceramic nozzle upang hindi sila mababad. Sa pangwakas na yugto, kapag ang arko ay pinatay, ang argon ay nakakatulong upang palakasin ang tahi.
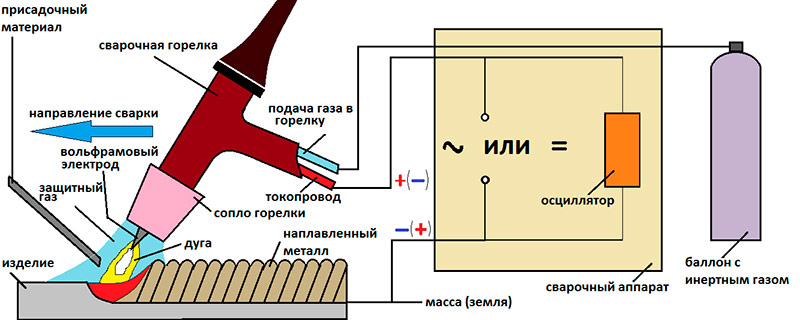
Scheme ng proseso ng hinang argon arc.
Mga kalamangan at kahinaan ng pamamaraan ng TIG
Ang pamamaraan ng TIG ay may malinaw na mga bentahe sa iba pang mga pamamaraan ng hinang, ngunit ang pagtatrabaho sa isang argon welding machine ay may maraming mga kawalan na kailangan mong maging handa para sa pagpili ng pamamaraang ito ng hinang.

Mga kalamangan ng Paraan ng TIG
- Ang lokal na pag-init ay nag-aalis ng malubhang pagpapapangit ng produkto;
- pinapayagan ka ng isang manipis na tungsten karayom na lumikha ka ng makitid, maayos na mga tahi
- posible na magsagawa ng welding na may at walang isang additive, na nakakaapekto sa taas ng roller;
- ang koneksyon ay nakuha nang walang isang slag na crust sa itaas;
- sa karamihan ng mga kaso walang kasunod
- machining;
hindi kinakalawang na asero at di-ferrous metal ay maaaring welded; - ang mga seams ay masikip at makatiis ng mataas na presyon;
- walang metal spatter na nakadikit sa ibabaw.

Cons ng TIG na Paraan
- ang bilis ng koneksyon ay mas mababa sa MIG;
- ang cap ng burner ay nakakagambala sa trabaho sa mga hard-to-reach na lugar;
- ang ceramic nozzle ay bahagyang nililimitahan ang kakayahang makita ng weld pool;
- ang kalidad ng seam ay nakasalalay sa mga kasanayan ng gumagamit (agawin at lutuin, dahil hindi ito gumana nang semi-awtomatiko);
- kinakailangan na patuloy na pakainin ang additive gamit ang pangalawang kamay at kontrolin ang haba nito (kapag hinang, ang haba ng kawad ay mabilis na nabawasan, at ang mga mahabang piraso ay hindi naaangkop na hawakan sa iyong mga kamay,
- habang sila ay "lumalakad");
- ang mga tungsten electrodes ay mas mahal kaysa sa pinahiran;
- karagdagang gastos para sa argon;
- imposibleng magwelding ng mga bahagi sa isang kalye na may mataas na hangin (ang argon ay tinatangay ng hangin at ang weld pool ay nananatiling hindi protektado).
Paano pumili ng kagamitan na kinakailangan para sa trabaho
Ang kagamitan para sa argon arc welding ay dapat mapili batay sa paparating na mga gawain at kanilang mga volume. Kung hindi, maaari kang bumili ng isang masyadong mahina unit, o kabaligtaran na overpay para sa potensyal na mananatiling hindi ginagamit. Una, pag-usapan natin ang pagpili ng isang kasalukuyang mapagkukunan.
Paano pumili ng isang welding machine para sa TIG welding
Ang isang argon welding machine ay isang inverter na konektado sa isang 220 o 380 V network, na ilang beses na nagko-convert ang kasalukuyang mula sa pag-alternate sa direktang, pagdaragdag ng dalas nito. Sa loob, maraming mga transformer, diode tulay at isang key board ang ginagamit. Ang lahat ng ito ay nag-aambag sa isang mababang timbang ng 4-30 kg at mataas na kalidad na tahi.
Kung kailangan mo ng isang makina para sa hinang sa isang garahe, pagkatapos ay pumili ng isang modelo ng 220 V. Para sa produksyon, ito ay pinakamainam sa 380 V. Ang isang bigat ng 4-8 kg ay kapaki-pakinabang kapag naglalakbay at nagtatrabaho sa mga taas, pati na rin sa mga madulas na istraktura. Sa nakatigil na paggamit, hindi mahalaga ang bigat. Bigyang-pansin ang mga sumusunod na mga parameter at pagpipilian sa kagamitan kapag pumipili ng isang inverter para sa argon welding.

Argon ng welding apparatus at kinakailangang kagamitan.
Uri ng metal at kasalukuyang hinang
Ang inverter output ng isang direktang kasalukuyang sa output. Pinapayagan nito ang mahusay na hinangin ng itim na steels, hindi kinakalawang na asero, cast iron, tanso at kahit na mga titanium alloy.
Kung ang iyong pagawaan ay gumagana lamang sa mga metal na ito, pagkatapos ay pumili ng anumang aparato ng argon na may halaga ng DC.
Ngunit upang ikonekta ang aluminyo at ang mga haluang metal sa naturang aparato ay hindi gagana. Ang kahirapan ay isang film na oxide, na may natutunaw na punto na higit sa 2000 degree, kahit na ang metal mismo ay nagiging likido pagkatapos ng 660 degree. Para sa aluminyo ng hinang, kinakailangan ang isang unibersal na AC / DC inverter, na maaaring ilipat sa alternating kasalukuyang. Dahil dito, ang oxide sa ibabaw ay madaling nawasak, at ang base metal ay hindi sinusunog mula sa mataas na temperatura ng arko.
Kung mayroon kang isang istasyon ng serbisyo o aktibidad na nauugnay sa mga lalagyan ng aluminyo, pagkatapos ay tumingin para sa isang patakaran ng argon na may pagtatalaga na AC / DC.
| Direktang kasalukuyang | Alternating kasalukuyang |
|---|---|
| Iba't ibang uri ng mga steel | Aluminyo |
| Hindi kinakalawang na asero | Magnesium Alloys |
| Cast iron | - |
| Copper | - |
| Mga haluang metal na titan | - |
Welding kasalukuyang saklaw
Ang kasalukuyang saklaw ng lakas (A) ay tumutukoy kung gaano kalawak ang mga workpieces. Dito, ang mga nasa itaas at mas mababang mga tagapagpahiwatig ay mahalaga. Ang average na kinakalkula na halaga ay 35 A para sa bawat 1 mm ng kapal ng metal. Halimbawa, kung mag-welding ka ng mga tubo at profile na ang seksyon ng dingding ay hindi lalampas sa 2 mm, pagkatapos ay ang 70 A. Sapatin ang isang patakaran ng argonya na may pinakamataas na halaga ng 160 A ay magsasakop ng anumang mga kinakailangan sa hinang para sa mga workpieces na may kapal na hanggang sa 4 mm. Kung kinakailangan na sumali sa mga workpieces ng 5-7 mm na may argon welding, pagkatapos ay pumili ng isang inverter na may maximum na 200-250 A.
Ang pinakamababang halaga kung saan ang kasalukuyang maaaring ibaba ay nakakaapekto sa kakayahang mag-weld ng manipis na metal. Halimbawa, mayroong mga aparato ng argon na may isang mas mababang threshold ng 5 A. Ito ay sapat na magluto ng isang lata na may isang seksyon ng cross na 0.6 mm. Ang mga modelo na may mas mababang rate ng 20-30 A ay hindi may kakayahang ito.
| Uri ng metal | Kapal ng metal mm | Kasalukuyang uri | Kasalukuyang ¸ A |
|---|---|---|---|
| Mga haluang metal na haluang metal | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Aluminyo | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Mode ng pulso
Ang pagpili ng isang patakaran ng argon na may tulad na isang function ay kinakailangan para sa mas mahusay na hinangin ng manipis na mga metal. Ang mode ng pulso ay nagsasangkot ng alternating welding kasalukuyang at i-pause. Binabawasan nito ang pag-input ng init, ganap na tinanggal ang pagpapapangit at warpage ng bahagi. Ang dalas ng pagbabago ng pulso ay maaaring maiakma, na tumutukoy sa bilis ng hinang. Ang mode na ito ay hinihingi din kapag pinagsama ang aluminyo, dahil ang isang mataas na kasalukuyang ay sumisira sa oksiheno, at ang pagbawas ng lakas sa panahon ng isang pag-pause ay pinipigilan ang basurang metal na masunog.
Intensity ng paggamit (tagal ng pagsasama)
Sa ibang paraan, ang parameter na ito ay tinatawag na tagal ng pagsasama at ipinahiwatig bilang isang porsyento. Halimbawa, na may 40% na PV argon apparatus, 4 sa sampung minuto ang gagana. Kung mas madalas mong gagamitin, mauubusan ito at gagana ang proteksyon. Ang mga kagamitan ay isasara nang pilit hanggang sa ganap itong pinalamig. Kung mayroong maraming mga proseso ng paghahanda sa trabaho, pagtanggal, pagputol ng mga blangko, kung gayon ang isang PV na 40% ay sapat na. Ang inverter ay magkakaroon ng oras upang lumalamig sa mga nasabing pag-pause. Kung ang welder ay patuloy na gumagana, at ang lahat ng mga proseso ng paghahanda ay isinasagawa ng iba, kung gayon ang isang mas produktibong aparatong may isang cycle ng tungkulin na 80 o 100% ay kinakailangan. Kung gayon ang gawain ay hindi magiging idle.
Ngunit ang tagal ng paglipat ay sinusukat sa maximum na kasalukuyang, kaya ang modelo ay may 300 A na may isang 60% PV, na may isang pagbawas sa kasalukuyang welding sa 200 A, ang PV ay 100%. Kaya kapag tinutukoy ang intensity ng paggamit, nararapat lamang na isaalang-alang kung anong operating kasalukuyang kinakailangan para sa pang-araw-araw na gawain.
Mga karagdagang pag-andar
Ang mga machine machine ng argon welding ay maaaring magamit sa ilang mga pag-andar na mapadali ang proseso o dagdagan ang kalidad ng seam. Siyempre, ang mas malawak na mga kakayahan ng kagamitan, mas mahal ito, kaya dapat mong isipin kung gaano karaming kinakailangan ang bawat pag-andar sa isang partikular na kaso.
Narito ang pinakakaraniwan:
- Oras ng paglilinis ng gas. Sa patakaran ng pamahalaan, maaari mong ayusin ang oras ng paunang at post post na may argon. Sa simula ng proseso, makakatulong ito upang maalis ang nakapaligid na hangin mula sa zone ng paggulo ng arko. Sa huli, nakakatulong ito sa pag-crystallize ng weld pool at palamig ang elektrod. Ang mas mahaba ang metal ay lumalamig, halimbawa aluminyo, mas mahaba ang purge ay dapat na (hanggang sa 7 s).
- Pag-aapoy ng mataas na dalas. Ang anumang inverter ay maaaring magamit sa isang valve torch upang maaari silang magsagawa ng TIG welding. Ngunit upang ma-excite ang arko, kailangan mong hawakan ang dulo ng elektrod sa produkto kung saan nakakonekta ang masa. Sa mga modelo na may mataas na dalas na pag-aapoy, ginagamit ang isang osilator, na sumuntok ng boltahe ng hanggang sa 10 mm sa pamamagitan ng boltahe ng hangin. Makakatulong ito upang simulan ang pag-welding nang hindi hawakan, sa pamamagitan lamang ng pagtaas ng sulo. Mayroong mas kaunting mga marka sa ibabaw ng produkto, at ang elektrod ay dapat na patalasin nang mas madalas.
- Ang welding ng crater. Ito ay isang unti-unting pagbaba sa amplitude ng kasalukuyang welding, na tumutulong upang maalis ang isang punto sa "lock" ng tahi. Mahalaga ang naturang pag-andar kapag ang mga welding na tubo at lalagyan sa ilalim ng tubig at iba pang mga likido, pati na rin kapag nagtatrabaho sa mga manipis na sheet na 0.6-1.0 mm.
- Paglamig ng tubig. Sa mga aparato para sa argon welding, ang isang bomba ay maaaring mai-install na pumps antifreeze sa pamamagitan ng cable channel sa burner. Nag-aambag ito sa pinabilis na pag-alis ng init mula sa ceramic nozzle at elektrod, nagpapahaba sa oras ng patuloy na operasyon. Ang function ay kinakailangan kung saan ang mataas na mga alon ng 250-400 A ay ginagamit at patuloy na pagpapatakbo ng kagamitan ay kinakailangan.
Karagdagang kagamitan na kinakailangan para sa trabaho
Para sa argon arc welding, bilang karagdagan sa kasalukuyang mapagkukunan, kakailanganin mo ng isang cable na may isang sulo. Kadalasan, kumpleto ito sa kagamitan, ngunit sa mga premium na modelo EWM, Lincoln Electric at iba pa, maaari itong ibenta nang hiwalay.
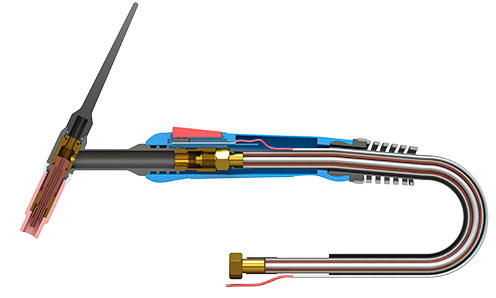
Seksyon ng sulo para sa argon-arc welding.
Ang mga burner ay nasa uri ng balbula (ang supply ng gas ay binubuksan ng balbula sa burner) at may kontrol sa pindutan (pagpindot sa pindutan sa burner ay nagsisimula sa gas at kasalukuyang). Ang haba ng manggas 2-5 m ay napili depende sa kinakailangang kadaliang mapakilos ng welder at ang laki ng mga pinagsama-samang istruktura.

Sulo para sa argon arc welding ng uri ng balbula.

Sulo para sa argon-arc welding na may control-button control.
Kinakailangan ang isang silindro ng gasolina na inert para sa hinang. Kung kailangan mong gumana nang pana-panahon, pagkatapos ay sapat na upang bumili ng isang 10 litro na silindro, na hindi kukuha ng maraming espasyo at madaling dalhin sa puno ng kahoy para sa muling pagsusulit. Ang parehong pagpipilian ay praktikal kapag naglalakbay na trabaho. Sa patuloy na aktibidad na nakatigil sa pagawaan o sa paggawa, isang malaking 150 litro na silindro ang napili.

Inert gas cylinder para sa argon arc welding.
Ang silindro ay nangangailangan ng isang reducer na may mataas at mababang presyon ng mga gauge, pati na rin ang isang hose na kumokonekta sa silindro sa inverter. Gamit ang isang mataas na presyon ng sukat, sinusubaybayan ng welder ang natitirang bahagi ng gas, at may isang mababang presyon, ay nagtatakda ng rate ng daloy ng argon sa burner.

Pressure gauge reducer at medyas.
Para sa hinang, kinakailangan ang mga tungsten electrodes. Dumating sila kasama ang isang asul, ginintuang, pula o berdeng tip para sa iba't ibang uri ng mga metal. Ang pinaka-maraming nalalaman ay ang asul na kulay ng tip. Ang diameter ng electrode 1.6-4.0 mm ay napili depende sa mga kinakailangan para sa lapad ng tahi, ang lalim ng smelting at ang maximum na kasalukuyang lakas.

Mga electrodes para sa argon arc welding.
Ang pag-welding ng Argon ay maaaring isagawa nang walang isang additive, kung ang mga bahagi ay mahigpit na isinama nang magkasama, at ang istraktura ay walang malakas na pag-load ng makina. Sa iba pang mga kaso, ginagamit ang filler wire ng parehong materyal tulad ng pangunahing metal na welded.

Pagpapuno ng kawad para sa argon arc welding.
Video Ano ang argon welding at kung paano pumili ng isang aparato para sa argon arc welding
Ang pinakamahusay na machine ng hinang argon
Ang pagkakaroon ng isinasaalang-alang ang mga pamantayan sa pagpili ng kagamitan para sa argon welding, tutuloy kami sa mga tukoy na modelo na nakatanggap ng mga positibong pagsusuri mula sa mga welder.
Pinakamahusay na DC Argon Arc Welding Machines
Upang mag-weld ng ferrous metal, hindi kinakalawang na asero at tanso, ang mga inverters na gumagawa ng direktang kasalukuyang ginagamit. Narito ang isang pagraranggo ng pinakamahusay na mga modelo mula sa kategoryang ito.
RESANTA SAI-230 HELL (TIG, MMA)
Sa unang lugar ay ang Resanta SAI-230 inverter. Ang argonus ng argon ay may kakayahang gumana mula sa isang network ng 170-242 V at gumagawa ng isang direktang kasalukuyang ng 10-230 A. Sa maximum na pagganap, ang on-time ay 70%, na nagpapahintulot na magamit ito hindi lamang para sa mga domestic na pangangailangan. Bilang karagdagan sa TIG welding, sinusuportahan ng kagamitan ang mode ng MMA, kung saan mayroong switch sa harap na panel. Maginhawa ito kung saan kinakailangan ang kahaliling maayos na hinang argon at paggupit na may pinahiran na mga electrodes. Ang modelo ay may timbang na 11 kg. Ang isang sulo at ground cable ay ibinibigay. Naglalabas ang tagagawa ng isang 2 taong warranty dito.

Mag-pros RESAI SAI-230 HELL (TIG, MMA)
- Mataas na kapangyarihan 230 A para sa 6 mm pagtagos.
- Ang strap ng balikat para sa pagdala.
- Hindi makakaalam na pag-aapoy kapag gumagamit ng isang burner na may isang osileytor (mayroong isang konektor para sa pagkonekta ng kontrol mula sa burner);
- Ang kasalukuyang patak sa 10 A para sa materyal ng hinang sheet na 0.8 mm.
- Ang kaso ng iron ay tumitig sa malupit na mga kondisyon ng konstruksyon sa loob ng mahabang panahon.
- Kaakit-akit na presyo.
- Mga maaasahang konektor.
Cons RESAUT SAI-230 HELL (TIG, MMA)
- Walang pagpapakita para sa visual control ng mga setting.
- I-disassemble ang dust blower na pabahay sa loob ng mahabang panahon.
- Walang mahigpit na hawakan upang maiayos muli ang aparato sa lugar.
- Kapag nagtatrabaho sa isang basa-basa na silid, mabilis na lumala ang mga transistor.
- Ang paghusga sa pamamagitan ng mga pagsusuri, ang mga welder ay walang sapat na haba ng cable.
Konklusyon Ang aparato na ito para sa argon-arc welding ay kapansin-pansin sa pagkakaroon ng isang pangalawang "twist" para sa pag-aayos ng inductance ng arc. Pinapayagan ka nitong kontrolin ang lalim ng pagtagos at taas ng weld leg. Ang function ay kapaki-pakinabang para sa hinang kritikal na mga istraktura, lalo na ang mga kasukasuan ng sulok at katangan.
Svarog TUNAY NA TIG 200 W223
Ang karagdagang sa rating ay isang argon na inverter mula sa Svarog. Ang aparato ay ginawa sa isang iron case at may display para sa maayos na pagsasaayos ng kasalukuyang lakas.Ang mga konektor sa front panel ay idinisenyo para sa pagkonekta ng isang sulo na may push-button na kontrol ng gas at supply ng boltahe. Ang isang hiwalay na switch ng toggle, maaari mong piliin ang mode ng MMA o TIG. Ang inverter ay may kakayahang tumakbo mula sa isang mains na may pinababang tagapagpahiwatig ng 160 V. Ang saklaw ng pagsasaayos ng kasalukuyang welding ay 10-200 A. Sa isang maximum, ang PV ay 60%. Ang kagamitan ay may timbang na 7 kg at may mga sukat na 42x16x31 cm. Sinusuportahan ng modelo ang pagtatrabaho sa mga electrodes na 1.6-3.2 mm sa diameter.

I-pros ang Svarog TUNAY NA TIG 200 W223
- Mayroong isang digital na screen para sa tumpak na setting ng bilang ng mga amperes.
- Ang mga metal na sulok ng katawan ay natatakpan ng goma.
- Dinisenyo upang ikonekta ang isang burner na may buong control button.
- May isang hawakan para sa paglipat sa lugar.
- Ang mga compact na sukat ng 42x16x31 cm ay nagpapagaan ng transportasyon at imbakan.
- Ang mababang lakas 4.83 kW ay nagbibigay-daan sa pag-welding ng argon mula sa isang generator ng gas.
- Ligtas na open circuit boltahe 56 V.
- Walang spatter kapag hinang.
Cons Svarog TUNAY NA TIG 200 W223
- Ang pindutan ng kapangyarihan ay ipinapakita sa likuran, na hindi maginhawa para sa lahat ng mga welder.
- Ang "Mainit na pagsisimula" at "Anti-stick" na pag-andar sa mode ng MMA ay hindi gumagana sa pagsasanay (isang paglipat lamang ng marketing)
- Walang pagsasaayos ng paunang supply ng gas.
- Makintab na burner sa hitsura.
Konklusyon Ang argon-arc welding machine ay nakikilala sa pamamagitan ng pagkakaroon ng pagsasaayos ng oras ng post-gas purge. Ang pag-andar ay kapaki-pakinabang kapag nagtatrabaho sa cast iron at tanso upang matiyak ang unti-unting paglamig at upang maiwasan ang reaksyon na may carbon, na lumilikha ng mga pores. Ang agwat ng purge ay nababagay mula 2 hanggang 10 segundo. Nagbibigay din ang tagagawa ng isang 5-taong warranty sa aparatong ito, na nais ng mga gumagamit sa mga pagsusuri.
Quattro Elementi B 225 (TIG, MMA)
Ang kategoryang ito ay nakumpleto ng mga kalakal mula sa tagagawa ng Italya. Ang makina ng hinang argon ay idinisenyo upang ikonekta ang mga metal hanggang sa 6 mm ang kapal. Mayroon itong gumaganang kasalukuyang hanay ng 10-225 A. Kapag nakakonekta sa isang network, kumokonsulta ito ng 7.8 kW. Pinapayagan ang paggamit ng mga electrodes na 1.6-5.0 mm. Maaari kang lumipat sa mode ng MMA, na pupunan ng mga pag-andar ng "Anti-stick" at "Hot start". Ang turn-on na oras ay 80% dito, ngunit kung bawasan mo ang kasalukuyang lakas mula 225 hanggang 180 A, kung gayon ang tagapagpahiwatig ay nagiging 100%. Para sa kapangyarihan, isang boltahe ng 170-260 V.

Mga kalamangan ng Quattro Elementi B 225 (TIG, MMA)
- May mga loop para sa paglakip ng isang strap ng balikat.
- Dalawang mode ng MMA at
- Digital screen para sa tumpak na kasalukuyang setting.
- Mga mode ng pindutan ng switch button.
- Ang amperage ay maaaring mabawasan sa 10 upang mag-welding sheet metal na 0.6-1.0 mm.
- Sa kasalukuyang lakas ng 180 A, ang PV ay 100%.
- Kung bumaba ang boltahe, pagkatapos ang pagluluto ng "twosome" ay gagana pa rin.
- Ang lahat ng mga parameter ay tumutugma sa ipinahayag.
Cons Quattro Elementi B 225 (TIG, MMA)
- Hilahin ang maraming alikabok sa katawan.
- Ang mga valve burner lamang ang magagamit.
- Ang power button ay matatagpuan sa likuran.
- Ang isang argon burner ay kailangang bilhin - tanging ang cable at may-hawak para sa RDS ay kasama.
Konklusyon Bagaman ang inverter na ito ay may kakayahang magluto ng argon lamang gamit ang isang balbula ng sulo, lalo na madaling hawakan ang arko, dahil ang boltahe ng bukas na circuit ay 85 V. Ang aparato ng argon ay inilalaan din na may timbang na 5.5 kg, na ginagawang mas mahusay na angkop para sa pagdala sa balikat sa panahon ng mataas na trabaho o welding. kasama ang isang mahabang konstruksyon.
Ang pinakamahusay na unibersal na patakaran ng pamahalaan para sa argon arc welding DC / AC
Kung pana-panahong kailangan mong maghinang aluminyo, pagkatapos ay pumili ng mga aparato na may kakayahang lumipat ng direktang kasalukuyang sa alternating kasalukuyang. Ang ganitong pag-andar ay ipinahiwatig sa pangalan sa pamamagitan ng pagtatalaga ng AC / DC. Narito ang pinakamahusay na mga modelo sa kategoryang ito.
Aurora PRO INTER TIG 200 AC / DC PULSE
Ito ay isang aparatong argonong Tsino na may mataas na kalidad na pagpupulong. Ang modelo ay pinalakas ng isang solong-phase network at gumagawa ng 5-200 A. Ito ay nilagyan ng mga cable na may isang cross-section DX50. Ang open circuit boltahe ay 44 V. May air cooling. Ang PV sa maximum na umabot sa 60%. Ang aparato ay maaaring pinatatakbo sa isang nakapaligid na temperatura ng -20 hanggang +50 degree.Ang lahat ng mga de-koryenteng mga kable ay ginawa gamit ang klase ng pagkakabukod F. Bilang isang pagpipilian, maaaring makakonekta ang remote control.

Pros Aurora PRO INTER TIG 200 AC / DC PULSE
- Malaking tirahan na may maraming mga butas sa paglamig.
- Mataas na kalidad na pagpupulong.
- Nagluto ito ng hindi kinakalawang na asero at tanso na rin.
- Halos walang pag-agaw ng boltahe ng mains.
- Mayroong dalawang mahirap na paghawak para sa transportasyon.
- Maraming mga setting para sa pagtaas at pagbabagu-bago ng kasalukuyang lakas.
- Ang mababang pag-load sa network 4.5 kW.
- Hindi makakaalam na pag-aapoy ng elektrod.
Cons Aurora PRO INTER TIG 200 AC / DC PULSE
- Upang mabago ang bigat ng 20 kg ay kinakailangan pagsisikap.
- Hindi laging madaling makahanap ng isang lugar na ilalagay sa isang maliit na garahe
- Sa mode na MMA, hindi gumagana ang afterburner.
- Ang lahat ng mga karagdagang pag-andar ay hindi ipinapakita sa screen - pagsasaayos ng bulag.
- Isang takip ng burner ang kasama.
- Walang pagpapaandar sa paggawa ng crater.
Konklusyon Ang inverter para sa argon welding ay kilala sa pagkakaroon ng 4T mode. Pinapayagan ka nitong i-on ang welding at hindi mapanatili ang pindutan na pindutin sa tanglaw. Ang mode ay praktikal para sa mga mahabang seams sa panahon ng hinang ng mga flanges o mga lalagyan ng pagmamanupaktura. Ang isa pang tagagawa ay nagbibigay ng isang burner ng isang 4 m hose package, na kapaki-pakinabang kapag lumilikha ng malalaking istruktura. Ang pag-andar ng pulso ay tumutulong upang ikonekta ang mga manipis na sheet ng hindi kinakalawang na asero at aluminyo nang walang pag-war.
BRIMA TIG-200P AC / DC
Ang isa pang karapat-dapat na produkto mula sa isang tagagawa ng Aleman. Ang aparato ng argon ay natipon sa Tsina, ngunit ang paghusga sa pamamagitan ng mga pagsusuri, ito ay simple at maaasahan bilang isang AK-47 assault rifle. Ang inverter ay bumubuo ng isang kasalukuyang lakas ng 10-200 A, habang kumukuha ng 5 kW. Angkop para sa pagkonekta sa isang solong-phase network. Ang PV sa maximum na kasalukuyang umaabot sa 60%. Ang propesyonal na modelo ay pinalamig sa hangin. Idling - 56 V. Nilagyan ito ng isang burner na may isang tungsten electrode at pag-aapoy ng hindi contact.

Mga pros ng BRIMA TIG-200P AC / DC
- Mga konektor para sa mga propesyonal na burner na may pag-aapoy ng hindi contact.
- Mahigpit na paghawak.
- Digital na pagpapakita.
- Sobrang sobra at proteksyon sa sobrang init.
- Sinusuportahan ang dalawang mga mode ng hinang TIG at MMA.
- May mga setting para sa pagbuo ng arko.
- Mababang pag-load sa network ng 5 kW.
- Mababang ingay.
Cons BRIMA TIG-200P AC / DC
- Ang timbang 25 kg ay nagpapahirap sa transportasyon.
- Malaking sukat na 50x35x36 cm.
- Kung ang proteksyon ay nagtrabaho, hindi ito i-on para sa 30 minuto (lahat ay tumitigil sa trabaho).
- Mahina na terminal ng lupa - maaaring sumunog pagkatapos ng 2 buwan ng aktibong paggamit.
- "Negatibo" cable 2 m ang haba.
Konklusyon Ang inverter na ito ay may maraming mga pagpipilian sa pagpapasadya na darating para sa isang propesyonal na welder sa isang pagawaan o pagawaan. Ang oras ng pre-purge ng gas ay nakatakda mula 0 hanggang 2 s. Ang postgas ay maaaring mula 2 hanggang 10 s. Pinili ng welder ang haba at dalas ng pulso. Sa pagtatapos ng hinang, maaari kang pumili ng isang halaga para sa pagbabawas ng kasalukuyang sa pamamagitan ng 10 A upang maiwasan ang isang fistula sa "lock". Ang lahat ng ito ay angkop para sa paggawa ng mga kritikal na istruktura, na sa kalaunan ay pumasa din sa inspeksyon ng isang flaw detector.
Mga tampok ng hinang iba't ibang mga metal
Kapag ang argon welding ng anumang materyal, kailangan mong malaman ang ilang mga patakaran. Ang agwat sa pagitan ng elektrod at sa ibabaw ay dapat na 2-5 mm. Panatilihin ang burner sa isang anggulo ng 45 degrees. Karaniwan ito ay gaganapin gamit ang kanang kamay, at ang wire ng tagapuno ay ihahatid sa kaliwa. Huwag hawakan ang dulo ng karayom na may additive - ang elektrod ay magiging marumi, ang arko ay lumala, ang tungsten ay maaaring mag-ionize sa weld pool. Ang additive ay ibinibigay upang matugunan ang burner. Ang nabuo na tahi ay dapat na iwanan, at ang mainit na gas ay dapat makatakas sa hindi pa magkakaugnay na mga panig ng workpiece.
Kapag hinangin ang ilang mga metal, mayroong mga karagdagang patakaran na dapat malaman ng isang baguhan.
Aluminyo
Narito ang hadlang ay isang refractory oxide sa itaas. Upang sirain ito, gumamit ng alternating kasalukuyang ng reverse polarity. Nag-aambag ito sa pag-init ng ibabaw nang walang sobrang pag-init ng elektrod. Ang alternatibong boltahe ay humahalili sa proseso, na pumipigil sa workpiece mula sa labis na natutunaw upang makabuo ng isang burnout. Ang pag-andar ng pulso o pag-andar ng double pulse ay lalong kapaki-pakinabang, kung saan ang mga seams ay magiging mas mahusay.
| Ang kapal ng workpiece, mm | Ang diameter ng tungsten electrode, mm | Ang lapad ng bar, mm | Kasalukuyang lakas, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
Copper
Sa estado ng likido, tumutugon ito sa hydrogen, na humahantong sa pagbuo ng mga malalaking pores. Dito maaari kang gumamit ng direkta o kahaliling kasalukuyang, ngunit lamang sa reverse polarity. Inirerekomenda din na dagdagan ang daloy ng argon mula 1.5 hanggang 2 litro bawat minuto. Sa kasong ito, ang wire ng tagapuno ay hindi kinakailangan, dahil ang metal ay likido at ang mga gilid ay natutunaw nang sapat upang makabuo ng isang malakas na kasukasuan. Sa halip na isang elektrod ng tungsten, ito ay nagkakahalaga ng paggamit ng isang grapayt, na inuri din bilang di-kayang kainin.
| Uri ng elektrod | Ang kapal ng workpiece, mm | Diameter ng isang elektrod, mm | Kasalukuyang lakas, A | Ang haba ng arko, mm |
|---|---|---|---|---|
| Graphite | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| Sakop | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titanium
Aktibong materyal na reaksyon sa nakapaligid na hangin. Ang welding ay isinasagawa sa isang pagtaas ng feed ng argon upang maprotektahan ang weld pool. Hindi tulad ng tanso at aluminyo, ang titan ay may isang mababang thermal conductivity. Upang matiyak ang isang maaasahang koneksyon ng mga panig, ang mga gilid ng tahi ay kailangang palakasin gamit ang karagdagang mga tahi. Kapag nagtatrabaho sa mga workpieces na mas makapal kaysa sa 1.5 mm, ginagamit ang isang titanium filler wire.
| Ang kapal ng workpiece, mm | Diameter ng isang elektrod, mm | Diameter ng wire, mm | Kasalukuyang lakas, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Ngayon, pag-aralan ang mga tampok ng pagpili ng mga aparato para sa argon-arc welding at isinasaalang-alang ang rating ng pinakamahusay na mga modelo, maaari kang pumili ng isang inverter upang maisagawa ang iyong mga gawain sa isang pribadong pagawaan o sa paggawa.
Video TIG welding para sa mga nagsisimula
Aling kumpanya ang nakalamina ay pinakamahusay na bumili para sa isang apartment o isang bahay
Mga pagsusuri sa vinyl siding NORDSIDE, ang mga kalamangan at kahinaan nito
Ang mga pagsusuri sa air conditioner ng Kentucky - karanasan at rekomendasyon para magamit
Mga Review sa Mga Wallpaper ng Paglikha ng Lahat ng Mga Koleksyon








