วิธีการเลือกเครื่องเชื่อมสำหรับอลูมิเนียม
แม้แต่ช่างเชื่อมที่มีประสบการณ์เป็นครั้งแรกที่พบอลูมิเนียมเข้าร่วมในลักษณะอาร์คด้วยตนเองมักจะรู้สึกหงุดหงิดกับคุณภาพงานเชื่อม หากคุณต้องการทำงานเป็นประจำด้วยโลหะที่ "มึนเมา" บทความของเราจะช่วยให้คุณเลือกเครื่องเชื่อมอลูมิเนียมซึ่งจะสร้างรอยตะเข็บที่มีคุณภาพสูง

คุณสมบัติและปัญหาของการเชื่อมอลูมิเนียม
อาจจำเป็นต้องใช้การเชื่อมอลูมิเนียมเพื่อปิดผนึกรอยร้าวในกระทะน้ำมันเครื่องหรือกระปุกเกียร์ บ่อยครั้งที่เสื้อแช่แข็งของชุดทำความเย็นเครื่องยนต์ได้รับการซ่อมแซมด้วยวิธีนี้ อุปกรณ์สำหรับการเชื่อมอลูมิเนียมเป็นที่ต้องการในอุตสาหกรรมเคมีและอาหารการผลิตภาชนะบรรจุตัวกรองตัวกรองและผลิตภัณฑ์อื่น ๆ
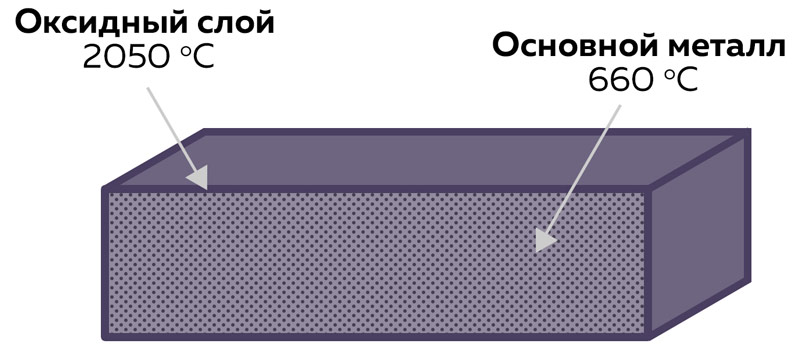
แต่อลูมิเนียมและอัลลอยด์ของ AlMn, AlSi, AlMg นั้นมีรอยเชื่อมที่แย่กว่าเนื่องจากคุณสมบัติหลัก - การปรากฏตัวของชั้นออกไซด์ทนไฟบนพื้นผิว จุดหลอมเหลวคือ 2044 องศาในขณะที่โลหะใต้นั้นไหลหลังจาก 660 องศา นี่เป็นปัญหาหลักเนื่องจากความแรงของกระแสไฟฟ้าขนาดเล็กไม่สามารถละลายชั้นนอกและโลหะฟิลเลอร์อยู่บนพื้นผิว กระแสขนาดใหญ่นำไปสู่การเผาไหม้ ดังนั้นเทคโนโลยีดั้งเดิมสำหรับการเชื่อมอลูมิเนียมจึงไม่เหมาะสม
ท่ามกลางปัญหาอื่น ๆ ในการทำงานกับโลหะนี้มีดังต่อไปนี้:
- ความแตกต่างเล็กน้อยระหว่างจุดหลอมเหลวและการแข็งตัว อลูมิเนียมกลายเป็นของเหลวที่ 660 องศา แต่ถ้าเขาได้รับอนุญาตให้เย็นเพียง15-20º C จากนั้นเขาก็เริ่มตกผลึก จำเป็นต้องใช้อุปกรณ์เชื่อมอลูมิเนียมที่สามารถรักษากระแสไฟที่ใช้งานในช่วงที่สามารถเกิดรอยต่อได้
- การนำความร้อนที่เพิ่มขึ้น ความร้อนกระจายผ่านอลูมิเนียมเร็วกว่าเหล็กอ่อน 5 เท่า สระเชื่อมเย็นลงอย่างรวดเร็วและชิ้นส่วนสามารถบิดเบี้ยวได้ทั่วบริเวณขนาดใหญ่แม้จากรอยต่อขนาดเล็ก
- การเก็บรักษาสีในรูปแบบที่หลอมเหลว เมื่อทำการเชื่อมโลหะเหล็กมันเป็นเรื่องง่ายสำหรับช่างเชื่อมที่จะควบคุมสถานะของสระว่ายน้ำเชื่อมและปริมาณของสารตัวเติมที่ให้มาเนื่องจากมันกลายเป็นสีขาวพราวซึ่งตรงกันข้ามกับตะกรันสีแดง อลูมิเนียมไม่เปลี่ยนสีในรูปของเหลวและยากกว่าสำหรับช่างเชื่อมที่จะเข้าใจว่าการเกิดตะเข็บนั้นเป็นอย่างไร
- การหดตัวเพิ่มขึ้น หลังจากการระบายความร้อนลูกกลิ้งโลหะที่สะสมสามารถลดลงอย่างมีนัยสำคัญซึ่งก่อให้เกิดหลุมในรอยต่อและจำเป็นต้องมีพื้นผิวใหม่จากด้านบน
- ปฏิสัมพันธ์กับสภาพแวดล้อม เมื่อสัมผัสกับอากาศแวดล้อมอลูมิเนียมระเหยไฮโดรเจนซึ่งนำไปสู่รูขุมขนกว้างในโครงสร้างเชื่อม ความดันของน้ำหรือของเหลวอื่น ๆ จะไม่ทนต่อการเชื่อมต่อดังกล่าว มีความจำเป็นต้องปกป้องสระเชื่อมจากก๊าซภายนอก
- เพิ่มความลื่นไหล ในสถานะหลอมเหลวอลูมิเนียมมีลักษณะคล้ายกับน้ำ - มันเป็นเรื่องยากมากขึ้นที่จะกำกับโลหะเหลวด้วยเครื่องเขียนโดยเฉพาะอย่างยิ่งเมื่อรักษารอยต่อในระนาบที่เอียง สิ่งนี้ยังนำไปสู่การเร่งผ่านการเผาไหม้
ตะเข็บแรกสำหรับช่างเชื่อมอลูมิเนียมมือใหม่มักจะไม่ดี ปัญหาค่อยๆแก้ไขได้โดยการฝึกอบรมในทางปฏิบัติ แต่ความสำคัญยิ่งนั้นเล่นได้โดยตัวเลือกที่ถูกต้องของเครื่องเชื่อมที่ออกแบบมาเพื่อเชื่อมอะลูมิเนียม
เครื่องไหนเหมาะที่สุดสำหรับการเชื่อมอลูมิเนียม
เนื่องจากอิเล็กโทรดที่เคลือบด้วยแกนอลูมิเนียมมีอยู่ในตลาดดูเหมือนว่าวิธีที่ถูกที่สุดในการเชื่อมโลหะนี้คือการเชื่อมอาร์คด้วยตนเองด้วยอินเวอร์เตอร์ แต่ในความเป็นจริงการเชื่อม MMA บนอลูมิเนียมจะช่วยให้คุณเชื่อมต่อทั้งสองด้านของโลหะด้วยหยดของสารเติมทับที่อยู่ด้านบน
ตะเข็บที่แข็งแรงและแน่นหนาจะไม่ทำงานที่นี่สำหรับการเชื่อมต่อที่ดีคุณจะต้องมีเครื่องเชื่อมสำหรับการเชื่อมอลูมิเนียมด้วยโหมด MIG หรือ TIG แต่ละคนมีลักษณะของตัวเองซึ่งควรพิจารณาเมื่อเลือก
ใช้เครื่องเชื่อม MIG / MAG สำหรับอลูมิเนียม
การเชื่อม MIG เป็นการใช้อุปกรณ์กึ่งอัตโนมัติที่ลวดเชื่อมจะถูกป้อนอย่างต่อเนื่องผ่านช่องทางเข้าสู่ไฟฉายโดยตรง สายเคเบิลตัวที่สองที่มีคลิปถูกต่อเข้ากับเครื่องพิมพ์โดยตรง การลัดวงจรลวดกับผิวชิ้นงานจะทำให้เกิดการกระตุ้นของอาร์คไฟฟ้า ในแบบขนานก๊าซจากหัวฉีดจะแยกสระเชื่อมออกจากสภาพแวดล้อมภายนอก


สารพัด
- ความเร็วในการเชื่อมสูง
- ทัศนวิสัยที่ดีของสิ่งที่เกิดขึ้นในแอ่งเชื่อม
- มือที่สองของช่างเชื่อมมีอิสระที่จะรองรับชิ้นงานหรืออยู่สูง
- คุณสามารถสร้างตะเข็บยาวต่อเนื่อง
- หลังจากสิ้นสุดกระบวนการไม่มีคราบตะกรัน

ข้อเสีย
- ค่าใช้จ่ายสูงของอุปกรณ์ตัวเอง ยังมีค่าใช้จ่ายเพิ่มเติมสำหรับการป้องกันแก๊ส (ส่วนผสมของอาร์กอนและคาร์บอนไดออกไซด์)
- ลวดฟิลเลอร์อลูมิเนียมบางและมีความยืดหยุ่นดังนั้นจึงเป็นเรื่อง "เดิน" มากและเป็นเรื่องยากสำหรับช่างเชื่อมที่จะแนะนำ
- หากจำเป็นต้องเปลี่ยนการเชื่อมโลหะเหล็กและอลูมิเนียมด้วยอุปกรณ์กึ่งอัตโนมัติเพียงครั้งเดียวก็ต้องใช้เวลานานในการเปลี่ยนช่องเหล็กในคบเพลิงไปยังเทฟลอน
- รอยต่อจากอุปกรณ์กึ่งอัตโนมัติบนอลูมิเนียมมีความกว้างต่างกัน หากตั้งอยู่ที่ด้านหน้าของชิ้นงานจำเป็นต้องมีการปอกเชิงกลภายหลัง
ฟังก์ชั่นอุปกรณ์กึ่งอัตโนมัติสำหรับอลูมิเนียมควรมีอะไร?
คุณสามารถเชื่อมต่ออลูมิเนียมโดยอุปกรณ์กึ่งอัตโนมัติใด ๆ อุปกรณ์เชื่อมควรมีฟังก์ชั่นดังต่อไปนี้:
เริ่มร้อน ฟังก์ชั่นนี้เรียกว่า "Hot Start" เพราะมันช่วยให้คุณกำหนดรอยต่อคุณภาพสูงจากมิลลิเมตรแรกของการเชื่อมต่อ ในการทำเช่นนี้อัตราการเดินเบา (80-90 V) จะยังคงอยู่บนลวดและกระแสไฟฟ้าจะถูกจ่ายให้เหนือระดับหลักเล็กน้อย
สำหรับอลูมิเนียมสิ่งนี้มีประโยชน์สำหรับการให้ความร้อนอย่างรวดเร็วของพื้นผิวและการทำลายของออกไซด์ เนื่องจากเอฟเฟกต์นี้รอยต่อจึงเริ่มก่อตัวทันทีโดยไม่ติดลูกกลิ้งเสริมจากด้านบน ในอุปกรณ์มืออาชีพคุณสามารถปรับการตั้งค่าของ "เริ่มร้อน" เพื่อตรวจสอบว่ามันจะร้อน
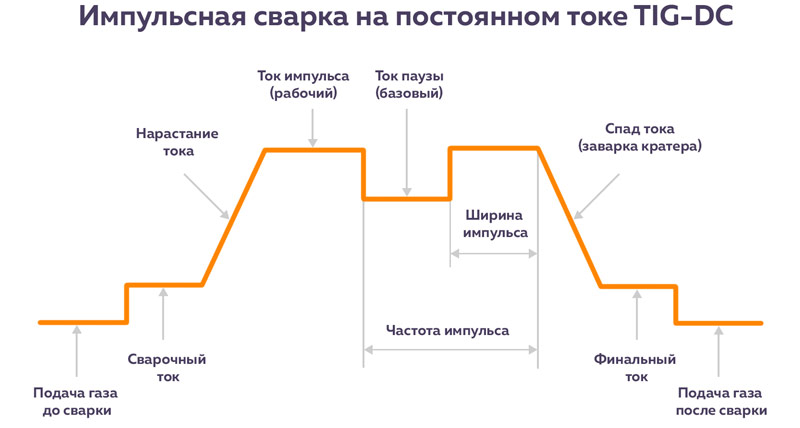
ชีพจร ฟังก์ชั่นนี้ไม่ได้สร้างกระแสฐานคู่ แต่จะให้ประโยชน์ในการสลับ ผลที่ได้คือแอมพลิจูดที่กระแสเพิ่มขึ้นไปยังพัลส์ทำงานแล้วหยุดชั่วขณะด้วยการลดลง ในขณะที่แรงดันไฟฟ้าสูงสุดออกไซด์จะหลอมละลายและในช่วงเวลาหยุดชั่วคราวจะเกิดการหลอมฟิวชั่นที่เงียบสงบของโลหะฟิลเลอร์ด้วยปริมาณสเปรย์ขั้นต่ำ
ในอุปกรณ์กึ่งอัตโนมัติระดับมืออาชีพคุณสามารถปรับทั้งความถี่พัลส์และความยาวของมันซึ่งช่วยให้คุณสามารถปรับการเชื่อมได้ขึ้นอยู่กับความหนาของอลูมิเนียมและประเภทของโลหะผสม ฟังก์ชั่นนี้มีความเกี่ยวข้องโดยเฉพาะอย่างยิ่งสำหรับโลหะบาง ๆ เพื่อหลีกเลี่ยงความร้อนสูงเกินไปของพื้นผิวและการก่อตัวของรู
Dable Pulse เพิ่มเอฟเฟกต์ก่อนหน้าเป็นสองเท่า นอกเหนือจากแอมพลิจูดสลับระหว่างกระแสหลักและกระแสหลักแล้วยังมีการเพิ่มขึ้นและลดลงของกระแสสูงสุด ฟังก์ชั่นดังกล่าวช่วยปรับปรุงคุณภาพของการเชื่อมอลูมิเนียมจนถึงการถ่ายโอนแบบหยดของโลหะ ความร้อนที่ป้อนเข้าน้อยที่สุดช่วยป้องกันความร้อนสูงเกินไปของชิ้นงานและเปลี่ยนรูปได้ ตะเข็บบาง แต่ลึกและความเร็วในการเชื่อมเพิ่มขึ้น
การใช้งานของเครื่อง TIG สำหรับการเชื่อมอลูมิเนียม
การเชื่อม TIG ของอลูมิเนียมนั้นดำเนินการโดยใช้อินเวอร์เตอร์ที่สร้างกระแสไฟฟ้าสลับ
ช่างเชื่อมมีเครื่องเผาอิเล็กโทรดทังสเตนในมือเดียว สัมผัสของเธอบนพื้นผิวของชิ้นส่วนที่เชื่อมต่อกับมวลนำไปสู่การก่อตัวของอาร์คไฟฟ้า ทังสเตนไม่ละลายดังนั้นความยาวของอิเล็กโทรดจะไม่เปลี่ยนแปลง สำหรับการเชื่อมอลูมิเนียมจะใช้การลับก้านแบบกลม
ในมือสองของช่างเชื่อมลวดเชื่อมถูกป้อนเข้าไปในสระเชื่อมเพื่อเพิ่มความสูงของรอยต่อและเสริมความแข็งแรงให้กับการเชื่อมต่อ ก๊าซอาร์กอนป้องกันการหลบหนีจากเตาป้องกันการสัมผัสกับอากาศภายนอก

ข้อดีของ TIG สำหรับการเชื่อมอลูมิเนียม
- รอยต่อแน่นและตึง
- ไม่จำเป็นต้องใช้เครื่องจักร
- ไม่มีโครงสร้างในรูขุมขน
- สามารถทำตะเข็บแคบได้กว้าง 2-3 มม.
Cons TIG สำหรับงานเชื่อมอลูมิเนียม
- เพิ่มปริมาณการใช้เงินทุนสำหรับลวดและฟิลเลอร์
- ความเร็วในการเชื่อมต่ำ
- อุปกรณ์ราคาสูง
- สามารถสร้างตะเข็บสั้น ๆ เท่านั้น
- เข็มฉีดพ่นอย่างรวดเร็วและรูปร่างของมันจะต้องได้รับการแก้ไข;
- เมื่อเชื่อมอลูมิเนียมแผ่นหนา 1-2 มม. จำเป็นต้องใช้วัสดุพิมพ์เพื่อป้องกันการจุ่มลงในโลหะที่ร้อน

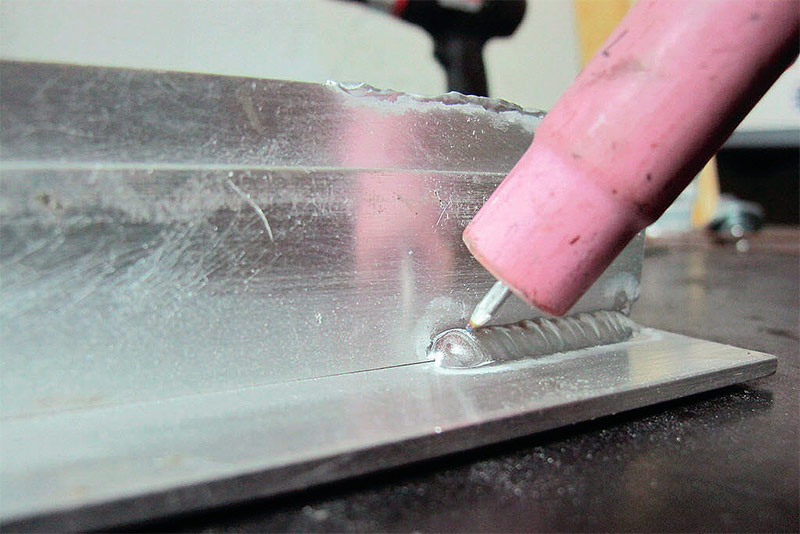
คุณภาพของตะเข็บที่สามารถรับได้เมื่อเชื่อมอลูมิเนียมโดยใช้การเชื่อม TIG
อินเวอร์เตอร์ TIG สำหรับอลูมิเนียมควรมีฟังก์ชั่นอะไร?
ถึงแม้ว่าอินเวอร์เตอร์ใด ๆ ที่สามารถติดตั้งไฟฉายสำหรับการเชื่อม TIG แต่ก็เป็นไปได้ที่จะเชื่อมต่ออลูมิเนียมด้วยวิธีอาร์กอนอาร์คคุณภาพสูงเฉพาะในกรณีที่มีฟังก์ชั่นดังต่อไปนี้:
ชีพจร มันมีบทบาทเช่นเดียวกับในอุปกรณ์กึ่งอัตโนมัติ ลดการป้อนความร้อนและป้องกันการเผาไหม้ของวัสดุของเหลว อุปกรณ์มืออาชีพรองรับการตั้งค่าคลื่นพัลส์ คลื่นสี่เหลี่ยมให้การเจาะลึกและความเร็วสูงของกระบวนการ สามเหลี่ยมทำให้เชื่อมอลูมิเนียมแผ่นบาง ๆ ได้ง่ายด้วยการถ่ายเทความร้อนเพียงเล็กน้อย คลื่นทรงกลมทำให้ง่ายต่อการควบคุมสระเชื่อมสำหรับการเจาะข้อต่อที่สำคัญ Sinusoidal ให้ส่วนโค้งที่อ่อนนุ่มพร้อมที่จับที่กว้างของแนวเชื่อม แต่ไม่เจาะลึก
ก่อนและหลังแก๊ส เริ่มต้นการกำจัดก๊าซป้องกันขั้นต้นเป็นเวลา 2 วินาทีเพื่อไล่อากาศออกจากบริเวณที่มีการเชื่อม มันให้อาร์กอนหลังจากขัดจังหวะโค้งเป็นเวลา 3-10 วินาทีทำให้สระเชื่อมสามารถตกผลึกได้ตามปกติโดยไม่ต้องใช้ออกซิเจน
สลับเป็นกระแสสลับ การเชื่อม TIG ด้วยอินเวอร์เตอร์ทำได้เฉพาะกับกระแสสลับเท่านั้น หากต้องการทำสิ่งนี้จำเป็นต้องมีการกำหนดชื่ออุปกรณ์ให้ทำเครื่องหมาย AC / DC
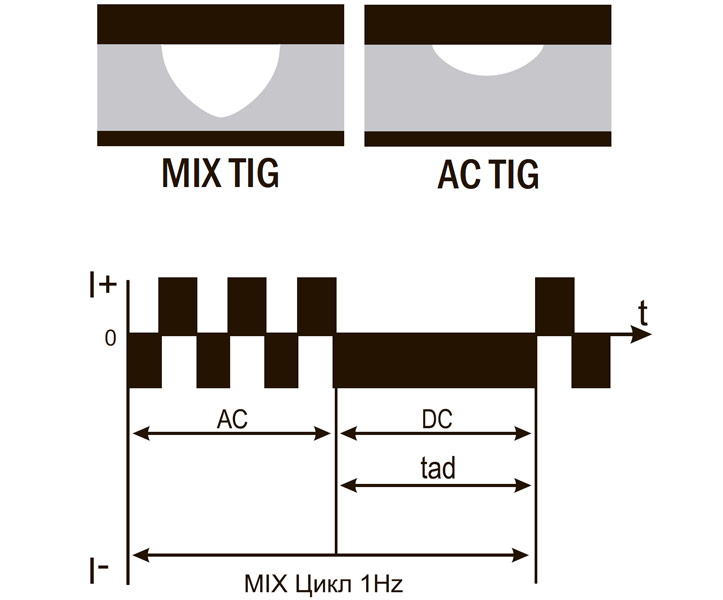
MIX TIG โหมดนี้จะสลับเอฟเฟกต์กับวัสดุของกระแสตรงและกระแสสลับ ก่อนอื่น AC จะเข้าสู่การทำงานซึ่งจะทำลายฟิล์มออกไซด์ด้วยความถี่ จากนั้นจะถูกแทนที่ด้วย DC ให้การเจาะลึกด้วยการกระจายตัวของฟิลเลอร์โลหะ ฟังก์ชั่นนี้มีประโยชน์อย่างยิ่งเมื่อคุณต้องการเชื่อมต่ออลูมิเนียมที่มีความหนา 2 และ 7 มม. เข้าหากัน
การปรับสมดุล ช่วยให้คุณกำหนดความถี่ของการเปลี่ยนขั้วแรงดันไฟฟ้าอัตโนมัติซึ่งถ้าบวกยืดอายุของขั้วไฟฟ้าทังสเตนและเพิ่มความลึกการเจาะและถ้าตัวบ่งชี้เป็นลบจะลดความร้อนเข้าและป้องกันการเผาไหม้และการเสียรูป
เมื่อศึกษาข้อกำหนดของเครื่องเชื่อมอลูมิเนียมคุณสามารถเลือกอุปกรณ์เชื่อมสำหรับการประชุมเชิงปฏิบัติการการประชุมเชิงปฏิบัติการหรือโรงรถ








