Hur man väljer en svetsmaskin för aluminium
Även erfarna svetsare upplever ofta frustration med svetskvalitet för första gången på aluminiumfogarna på ett manuellt bågform. Om du behövde arbeta regelbundet med en så "humörig" metall, kommer vår artikel att hjälpa dig att välja en svetsmaskin för aluminium, vilket kommer att skapa snäva sömmar av hög kvalitet.

Funktioner och svårigheter med aluminiumsvetsning
Aluminiumsvetsning kan behövas för att täta en spricka i motoroljepannan eller växellådan. Ofta repareras det frusna blocket på motorkyljackan på detta sätt. Enheter för svetsning av aluminium är efterfrågade inom kemi- och livsmedelsindustrin, tillverkning av containrar, samlare, filter och andra produkter.
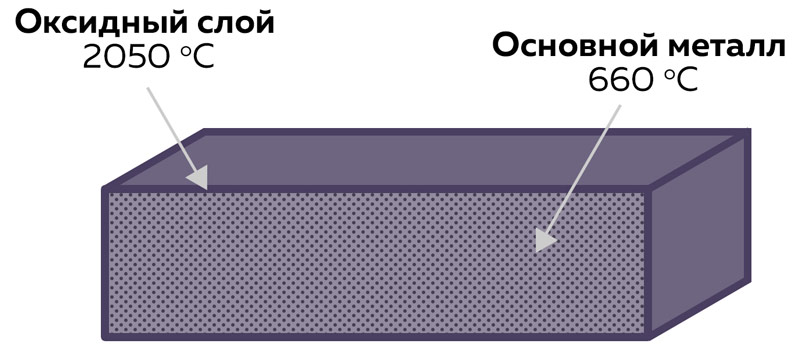
Men aluminium och dess legeringar AlMn, AlSi, AlMg är svetsare svetsade på grund av huvudfunktionen - närvaron av ett eldfast oxidskikt på ytan. Dess smältpunkt är 2044 grader, medan metallen under den flyter efter 660 grader. Detta är huvudproblemet, eftersom en liten strömstyrka inte kan smälta det yttre lagret och påfyllningsmetallen ligger på ytan. En stor ström leder till genombränningar. Därför är klassisk teknik för aluminiumsvetsning inte lämplig.
Bland andra svårigheter att arbeta med denna metall är följande:
- Liten skillnad mellan smältpunkt och stelning. Aluminium blir flytande vid 660 grader. Men om han får svalna bara 15-20 ° C, börjar han redan kristallisera. En aluminiumsvetsapparat krävs som kan upprätthålla en arbetsström i ett sådant område att en söm kan formas.
- Ökad värmeledningsförmåga. Värmen sprider sig genom aluminium 5 gånger snabbare än mjukt stål. Svetsbassängen svalnar snabbt, och delen kan kraftigt varpa över ett stort område, även från en liten söm.
- Bevarande av färg i en smält form. Vid svetsning av järnmetaller är det lätt för svetsaren att kontrollera svetsbassängens tillstånd och mängden fyllt fyllmedel, eftersom det blir bländande vitt, i motsats till röd slagg. Aluminium ändrar inte färg i flytande form och det är svårare för en svetsare att visuellt förstå hur en söm bildas.
- Ökad krympning. Efter kylning kan de avsatta metallvalsarna sjunka avsevärt, vilket bildar gropar i sömmen och ombeläggning krävs ovanifrån.
- Interaktion med miljön. Vid kontakt med omgivande luft förångas aluminium väte, vilket leder till stora porer i svetsstrukturen. Trycket på vatten eller annan vätska tål inte en sådan anslutning. Det är nödvändigt att skydda svetsbassängen från yttre gaser.
- Ökad fluiditet. I smält tillstånd är aluminium lik vatten - det är svårare att rikta flytande metall med en brännare, särskilt när du håller en söm i ett lutande plan. Detta leder också till snabbare genom brännskador.
De första sömmarna för nybörjare aluminiumsvetsare är alltid dåliga. Gradvis löses problemet genom att träna i praktiken. Men det största spelet spelas av det rätta valet av en svetsmaskin som är utformad för att koppla samman aluminium.
Vilken maskin är bäst lämpad för aluminiumsvetsning
Eftersom belagda elektroder med en aluminiumkärna finns på marknaden verkar det som om det billigaste sättet att svetsa denna metall är manuell bågsvetsning med en inverter. Men i själva verket kommer MMA-svetsning på aluminium bara att du kan ansluta de två sidorna av metallen med dropparna på tillsatsen ovanpå.
En hållbar och tät söm kommer inte att fungera här.För en bra anslutning behöver du en svetsmaskin för svetsning av aluminium med MIG- eller TIG-lägen. Var och en av dem har sina egna egenskaper, som bör beaktas när du väljer.
Använda MIG / MAG-svetsmaskiner för aluminium
MIG-svetsning är användning av halvautomatiska anordningar där svetstråden kontinuerligt matas genom kanalen direkt in i facklan. Den andra kabeln med klämma fästs direkt på produkten. Kortslutning av tråden till ytan på arbetsstycket leder till en elektrisk bågs excitation. Parallellt isolerar gas från munstycket svetsbassängen från den yttre miljön.


godsaker
- hög svetshastighet;
- god synlighet av vad som händer i svetsbassängen;
- svetsarens andra hand är fri att stödja arbetsstycket eller att hålla sig på en höjd;
- Du kan skapa kontinuerliga långa sömmar;
- efter processens slut finns det ingen slaggskorpa.

cons
- Den höga kostnaden för själva utrustningen. Det finns fortfarande ytterligare kostnader för att skydda gas (en blandning av argon och koldioxid).
- Påfyllningstråden i aluminium är tunn och flexibel, så den är mycket "promenad" och det är svårare för svetsaren att styra den.
- Om det ofta krävs att växla svetsning av järnmetaller och aluminium med en halvautomatisk anordning, tar bytet av stålkanalen i facklan till Teflon en mycket tid.
- Sömmen från en halvautomatisk anordning på aluminium är heterogen i bredden. Om det är beläget på framsidan av arbetsstycket, behövs efterföljande mekanisk strippning.
Vilka funktioner bör halvautomatiska enheter för aluminium ha?
Du kan ansluta aluminium inte med några halvautomatiska enheter. Svetsutrustning ska ha följande funktioner:
Varm start. Denna funktion kallas "Hot Start", eftersom den låter dig sätta en söm av hög kvalitet från anslutningens första millimeter. För att göra detta bibehålls en hög tomgångshastighet (80-90 V) på tråden och strömmen tillförs först något över huvudströmmen.
För aluminium är detta användbart för snabb uppvärmning av ytan och förstöring av oxid. På grund av denna effekt börjar sömmen att bildas omedelbart utan att klistra tillsatsvalsarna ovanifrån. På professionella enheter kan du justera inställningen för "Hot Start" för att bestämma hur hett det blir.
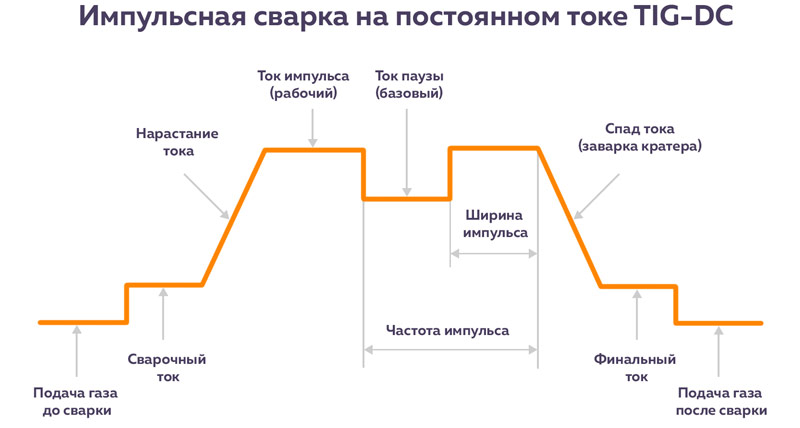
Puls. Denna funktion ger inte en jämn basström, utan bidrar snarare till dess växel. Resultatet är amplituden där strömmen stiger till arbetspulsen och sedan en paus med en nedgång. Vid ögonblicket av toppspänningen smälter oxiden, och under pausperioden säkerställs tyst sammansmältning av påfyllningsmetallen med en minimal mängd spray.
På professionella halvutomatiska enheter kan du justera både pulsfrekvensen och dess längd, vilket gör att du kan justera svetsningen beroende på aluminiumtjocklek och legeringstyp. Funktionen är relevant särskilt för tunna metaller för att undvika överhettning av ytan och bildning av genomgående hål.
Dable Pulse. Fördubblar den tidigare effekten. Förutom amplituden som växlar mellan basströmmen och huvudströmmen sker en svängande ökning och minskning av toppströmmen. En sådan funktion förbättrar kvaliteten på aluminiumsvetsning upp till droppöverföringen av metall. Minimal värmeingång förhindrar överhettning av arbetsstycket och deformeras. Sömmarna är tunna men djupa och svetshastigheten ökar.
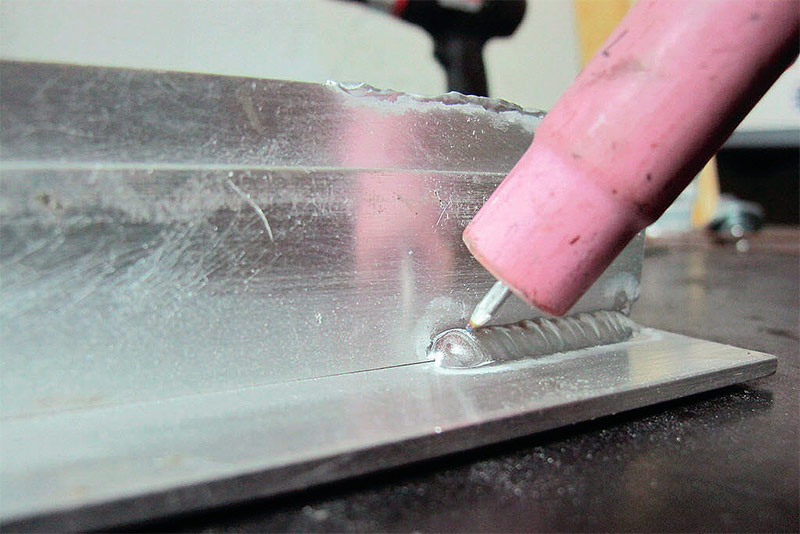
Användning av TIG-maskiner för svetsning av aluminium
TIG-svetsning av aluminium utförs med en växelriktare som producerar växelström.
En svetsare har en volframelektrodbrännare i ena handen. Hennes beröring på ytan på den del till vilken massan är ansluten leder till bildandet av en elektrisk båge. Volfram smälter inte, så elektrodens längd förändras inte. För svetsning av aluminium används en rund form för att skärpa stången.
I svetsens andra hand matas en påfyllningstråd in i svetsbassängen för att öka sömens höjd och ge anslutningen styrka. Argonskyddande gas kommer ut från brännaren och förhindrar kontakt med yttre luft.

TIG-fördelar för aluminiumsvetsning
- sömmen är snäv och tät;
- ingen bearbetning krävs;
- det finns inga porer i strukturen;
- smala sömmar 2-3 mm breda kan göras.
Nackdelar TIG för svetsning av aluminium
- ökad konsumtion av medel för påfyllningstråd och gas;
- låg svetshastighet;
- höga kostnader för utrustning;
- endast korta sömmar kan skapas;
- nålen sprayas snabbt och dess form måste korrigeras;
- vid svetsning av aluminiumplåt 1-2 mm tjockt krävs ett underlag för att förhindra dopp i den uppvärmda metallen.

Kvaliteten på sömmarna som kan erhållas vid svetsning av aluminium med TIG-svetsning.
Vilka funktioner ska TIG-omformare för aluminium ha?
Även om alla växelriktare kan utrustas med en fackla för TIG-svetsning, är det möjligt att ansluta aluminium med en högkvalitativ argonbåge-metod endast om följande funktioner är tillgängliga:
Puls. Det spelar samma roll som i den halvautomatiska enheten. Minskar värmeinmatningen och förhindrar utbränning av flytande material. Professionella enheter stöder inställning av pulsvågen. Kvadratvågen ger djup penetration och hög hastighet på processen. Triangulär gör det enkelt att svetsa tunna aluminiumplåtar med minimal värmeöverföring. Den rundade vågen gör det enkelt att styra svetsbassängen för jämn penetrering av kritiska fogar. Sinusformad ger en mjuk båge med ett brett grepp av svetsbassängen, men inte djup penetration.
Pre och post gas. Startar i 2 s en preliminär rensning av skärmningsgasen för att förskjuta den omgivande luften från svetsstartpunkten. Den levererar argon efter att ha avbrutit bågen i 3-10 sekunder, vilket gör att svetsbassängen kan kristallisera normalt utan syre.
Byt till växelström. TIG-svetsning med en växelriktare är endast möjlig på växelström. För att göra detta är det obligatoriskt att enhetens beteckning måste vara märkt AC / DC.
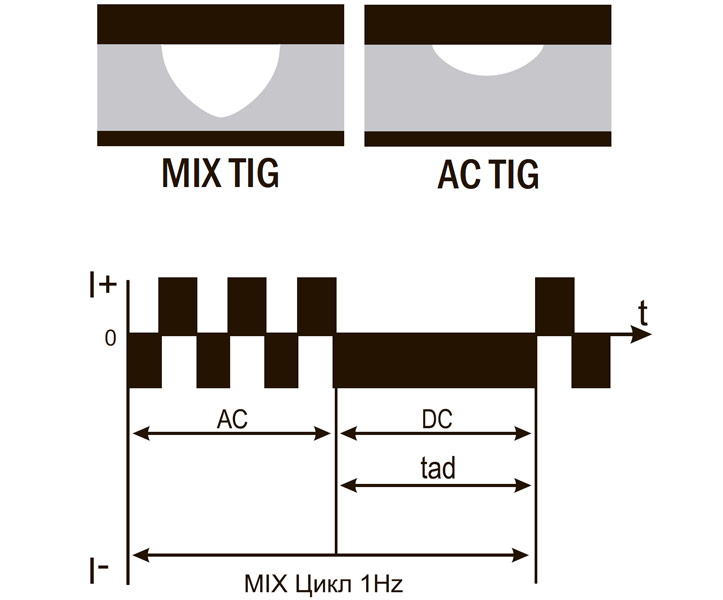
MIX TIG. Detta läge alternerar effekten på likströmsmaterialet. Först träder AC i drift, vilket förstör oxidfilmen genom dess frekvens. Sedan ersätts den av DC, vilket ger djup penetration med en jämn fördelning av påfyllningsmetall. Denna funktion är särskilt praktisk när du vill ansluta aluminium med en tjocklek på 2 och 7 mm till varandra.
Balansjustering. Låter dig ställa in frekvensen för automatisk spänningspolaritetsbyte, som, om den är positiv, förlänger volframelektrodens livslängd och ökar genomträngningsdjupet, och om indikatorn är negativ, reducerar den värmeingången och skyddar mot brännskador och deformationer.
Efter att ha studerat kraven för aluminiumsvetsmaskiner kan du enkelt välja svetsutrustning för din verkstad, verkstad eller garage.








