Argon bågsvetsning: principen om arbete, hur man väljer, de bästa maskinerna
Till skillnad från MMA-metoden, med argonsvetsning kan du skapa mer exakta sömmar som inte behöver rengöras. Även denna metod kan ansluta upp till åtta typer av metaller. Vår artikel hjälper dig att välja en svetsmaskin för argonbågsvetsning så att den passar dina behov och visar betyg på redan testade modeller som har positiva recensioner, såväl som svetsare gillar deras egenskaper.

Valet av varor gjordes på grundval av recensioner, åsikter och betyg från användare som publicerats på olika resurser på Internet. All information är hämtad från öppna källor. Vi samarbetar inte med tillverkare och varumärken och kräver inte inköp av vissa produkter. Artikeln är endast för informationssyften.
Principen för drift av argonbågsvetsning
I den internationella beteckningen har argon-arc-metoden förkortningen TIG. Det används aktivt i tillverkning och i verkstäder. Med det är spruckna bildelar anslutna (vevhuspannor, motorkylningsenheter), samlar behållare för livsmedelsindustrin och kemisk industri, handduksskenor i rostfritt stål, samlare, filter för vätskor tillverkas etc. I garaget kan en sådan apparat framgångsrikt utföra karosseriverkningar eller producera små produkter.
Principen för argonsvetsning är att ansluta metaller till en elektrisk båge i en inert gasmiljö. För processen behöver du en strömkälla som sänker spänningen och ökar strömstyrkan. Ström tillförs en brännare utrustad med en volframelektrod. Den är inte förbrukningsbar, så det är lättare för svetsaren att kontrollera längden på bågen, som borde vara 2-5 mm. Masskabeln ansluts till produkten.
Om du rör vid änden av volframnålen till delen väcker en elektrisk båge. Tunna fogar kräver inte sidovibrationer - elektroden går smidigt, från höger till vänster längs sömlinjen, fogytan är slät som en spegel. Om det finns ett mellanrum mellan delarna eller det är nödvändigt att utöka sömmarnas gränser gör svetsaren mindre vibrationer vid sidorna och sträcker svetsbassängen när den leder till facklan. Detta bidrar till bildandet av små skalor.

Argonbågsvetsningsprocess.
Bågens temperatur varierar från 2000 till 5000 grader, beroende på strömstyrkan. Detta gör det möjligt att smälta metallens kanter och ansluta den med en tunn söm. För att stärka konstruktionen används en påfyllningstråd som matas av svetsarens andra hand in i svetsbassängen. Så du kan öka rullens höjd, ge sömmen en skalig form och till och med utföra metallytor för efterföljande bearbetning (spårning i en svarv, slipning).
Inertgasargon används för att skydda svetsbassängen från den yttre miljön. Den levereras från cylindern till brännaren och förskjuter vanlig luft. Detta eliminerar bildandet av porer i svetsstrukturen. Anslutningen är tät och hållbar. Parallellt kyler skyddsgasen volframelektroden och det keramiska munstycket så att de inte överhettas. I det sista steget, när bågen släcks, hjälper argon att stelna sömmen.
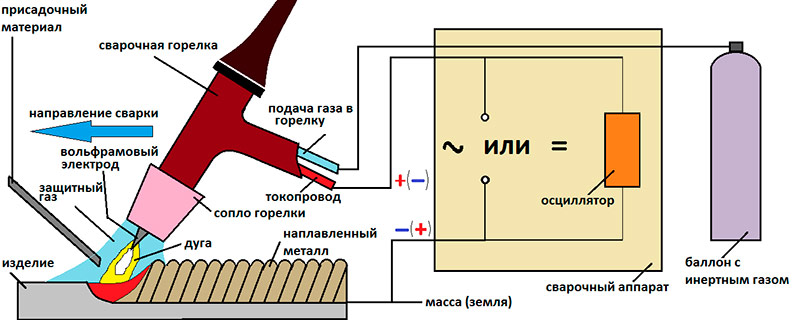
Schema för argonbågsvetsningsprocessen.
Fördelar och nackdelar med TIG-metoden
TIG-metoden har tydliga fördelar jämfört med andra svetsmetoder, men att arbeta med en argonsvetsmaskin har flera nackdelar som du måste vara beredd på när du väljer denna svetsmetod.

Fördelar med TIG-metoden
- lokal uppvärmning eliminerar allvarlig deformation av produkten;
- en tunn volframnål låter dig skapa smala, fina sömmar;
- det är möjligt att utföra svetsning med och utan tillsats, vilket påverkar rullens höjd;
- anslutningen erhålls utan en slaggskorpa på toppen;
- i de flesta fall ingen efterföljande
- maskinbearbetning;
rostfritt stål och icke-järnmetaller kan svetsas; - sömmarna är täta och tål högt tryck;
- ingen metallsprut klibbar på ytan.

Nackdelar med TIG-metoden
- anslutningshastigheten är underordnad MIG;
- brännkåpan stör arbetet på svåråtkomliga platser;
- keramiskt munstycke begränsar svetsbarheten av svetsen något;
- sömens kvalitet beror på användarens färdigheter (ta omedelbart och laga mat, eftersom det inte fungerar semi-automatiskt);
- det är nödvändigt att ständigt mata tillsatsen med den andra handen och kontrollera dess längd (vid svetsning reduceras trådlängden snabbt och långa bitar är obekväma att hålla i händerna,
- när de "går");
- volframelektroder är dyrare än belagda;
- extrakostnader för argon;
- det är omöjligt att svetsa delar på en gata med hög vind (argon blåses bort och svetsbassängen förblir oskyddad).
Hur man väljer den utrustning som krävs för arbetet
Utrustning för argonbågsvetsning bör väljas baserat på kommande uppgifter och deras volymer. Annars kan du köpa en för svag enhet eller vice versa överbetala för den potential som förblir oanvänd. Låt oss först prata om att välja en aktuell källa.
Hur man väljer en svetsmaskin för TIG-svetsning
En argonsvetsmaskin är en växelriktare ansluten till ett 220 eller 380 V-nätverk, som flera gånger konverterar ström från växelvis till direkt, vilket ökar frekvensen. Inuti används flera transformatorer, diodbroar och ett nyckelkort. Allt detta bidrar till en låg vikt på 4-30 kg och sömnad av hög kvalitet.
Om du behöver en apparat för svetsning i ett garage, välj sedan en modell på 220 V. För produktion är den optimal till 380 V. En vikt på 4-8 kg är användbar för utomhusaktiviteter och arbete i höjder, såväl som för omfattande strukturer. Vid stationär användning spelar vikten ingen roll. Var uppmärksam på följande parametrar och utrustningsalternativ när du väljer en växelriktare för argonsvetsning.

Argonsvetsapparater och nödvändig utrustning.
Typ av metall och svetsström
Omformaren matar ut en likström vid utgången. Detta möjliggör utmärkt svetsning av svarta stål, rostfritt stål, gjutjärn, koppar och till och med titanlegeringar.
Om din verkstad bara arbetar med dessa metaller väljer du valfri argonapparat med DC-värde.
Men att ansluta aluminium och dess legeringar med en sådan enhet fungerar inte. Svårigheten är en oxidfilm, som har en smältpunkt över 2000 grader, även om metallen själv blir flytande efter 660 grader. För svetsning av aluminium krävs en universal AC / DC-växelriktare som kan växlas till växelström. På grund av detta förstörs oxid på ytan lätt, och basmetallen förbränns inte från ljusbågens höga temperatur.
Om du har en bensinstation eller aktivitet kopplad till aluminiumbehållare, leta efter en argonapparat med beteckningen AC / DC.
| Likström | Växelström |
|---|---|
| Olika typer av stål | aluminium |
| Rostfritt stål | Magnesiumlegeringar |
| Gjutjärn | - |
| koppar | - |
| Titanlegeringar | - |
Svetsströmområde
Det nuvarande styrkaområdet (A) avgör hur tjocka arbetsstyckena ska fungera. Här är både de övre och nedre indikatorerna viktiga. Det genomsnittliga beräknade värdet är 35 A för varje 1 mm metalltjocklek. Om du till exempel svetsar rör och profiler vars väggsektion inte överstiger 2 mm räcker det med 70 A. En argonapparat med ett maxvärde på 160 A täcker alla svetsbehov för arbetsstycken upp till 4 mm tjocka. När det krävs att ansluta arbetsstycken på 5-7 mm med argonsvetsning, välj sedan en växelriktare med högst 200-250 A.
Det minsta värde som strömmen kan sänkas påverkar förmågan att svetsa tunn metall. Till exempel finns det argonanordningar med en lägre tröskel på 5 A. Detta är tillräckligt för att brygga en tenn med ett tvärsnitt på 0,6 mm. Modeller med en lägre hastighet på 20-30 A kan inte göra detta.
| Typ av metall | Metalltjocklek mm | Nuvarande typ | Aktuell ¸ A |
|---|---|---|---|
| Stållegeringar | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| aluminium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Pulsläge
Att välja en argonapparat med en sådan funktion är nödvändig för ännu bättre svetsning av tunnmetaller. Pulsläge innebär växelvis svetsström och paus. Detta minskar värmeinmatningen, eliminerar fullständigt deformation och vridning av delen. Pulsförändringsfrekvensen kan justeras, vilket bestämmer svetshastigheten. Detta läge är också efterfrågat när aluminium kombineras, eftersom en hög ström förstör oxiden och en minskning av effekten under en paus förhindrar att basmetallen bränns.
Användningsintensitet (inkluderingens varaktighet)
På ett annat sätt kallas denna parameter varaktigheten för inkluderingen och indikeras i procent. Till exempel, med en 40% PV argonapparat kommer 4 av tio minuter att fungera. Om du använder det oftare kommer det att överhettas och skyddet fungerar. Utrustningen stängs med kraft tills den är helt kyld. När det finns många förberedande processer i arbete, strippning, skärning av ämnen, räcker en PV på 40%. Omformaren har tid att svalna under sådana pauser. Om svetsaren fungerar kontinuerligt, och alla förberedande processer utförs av andra, krävs en mer produktiv apparat med en PV på 80 eller 100%. Då kommer arbetet inte att vara tom.
Men kopplingsvaraktigheten mäts vid den maximala strömmen, så modellen har 300 A med 60% spänning, med en minskning av svetsströmmen till 200 A, spänningen är 100%. Så när man bestämmer användningsintensiteten är det fortfarande värt att överväga vilken driftsström som behövs för vardagliga uppgifter.
Ytterligare funktioner
Argon bågsvetsmaskiner kan utrustas med vissa funktioner som underlättar processen eller ökar sömens kvalitet. Naturligtvis, ju större utrustningens kapacitet är, desto dyrare är det, så du bör tänka på hur mycket varje funktion behövs i ett visst fall.
Här är de vanligaste:
- Gasrensningstid. I apparaten kan du justera tiden för preliminär tid och efter rensning med argon. I början av processen hjälper detta till att avlägsna den omgivande luften från bågspänningszonen. I slutändan hjälper detta att kristallisera svetsbassängen och kyla elektroden. Ju längre metallen svalnar, till exempel aluminium, desto längre bör spolningen vara (upp till 7 s).
- Högfrekvent tändning. Varje omformare kan utrustas med en ventilbrännare så att de kan utföra TIG-svetsning. Men för att locka bågen måste du röra spetsen på elektroden på produkten till vilken massan är ansluten. I modeller med högfrekvent tändning används en oscillator som stänger en spänning på upp till 10 mm genom luftspänning. Detta hjälper till att börja svetsa utan att röra, helt enkelt genom att lyfta facklan. Det finns färre märken på produktens yta, och elektroden måste slipas mindre ofta.
- Kratersvetsning. Detta är en gradvis minskning av svetsströmens amplitud, vilket hjälper till att eliminera en punkt på sömens "lås". En sådan funktion är viktig vid svetsning av rör och behållare under vatten och andra vätskor, liksom vid arbete med tunna skivor på 0,6-1,0 mm.
- Vattenkylning. I apparater för argonsvetsning kan en pump installeras som pumpar frostskydd genom kabelkanalen till brännaren. Detta bidrar till att accelerera värmeavlägsningen från det keramiska munstycket och elektroden, vilket förlänger tiden för kontinuerlig drift. Funktionen behövs där höga strömmar på 250-400 A används och kontinuerlig drift av utrustningen behövs.
Ytterligare utrustning som krävs för arbete
För argonbågsvetsning, förutom den aktuella källan, behöver du en kabel med en fackla. Oftast levereras den med utrustning, men med premiummodeller EWM, Lincoln Electric och andra kan den säljas separat.
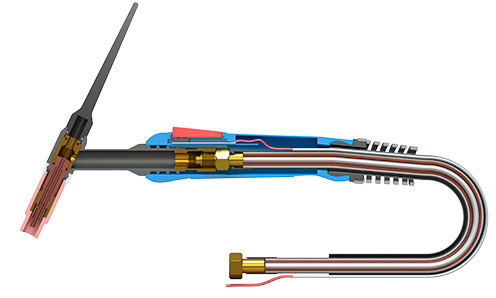
Sektionsfackla för argonbågsvetsning.
Brännarna är av ventiltyp (gastillförsel öppnas av ventilen på brännaren) och med knappkontroll (genom att trycka på knappen på brännaren startas gas och ström). Längden på hylsan 2-5 m väljs beroende på svetsens önskade rörlighet och storleken på de sammansatta strukturerna.

Fackla för argonbågsvetsning av ventiltyp.

Fackla för argonbågsvetsning med tryckknappsstyrning.
En inert gascylinder krävs för svetsning. Om du måste arbeta regelbundet, räcker det att köpa en 10-liters cylinder, som inte tar mycket plats och är lätt att ta i bagagerummet för tankning. Samma alternativ är praktiskt när du reser. Med konstant stationär aktivitet i verkstaden eller i produktionen väljs en stor 150 liters cylinder.

Inert gascylinder för argonbågsvetsning.
Cylindern behöver en reducerare med högt och lågt tryckmätare, samt en slang som kopplar cylindern till växelriktaren. Med hjälp av en högtrycksmätare övervakar svetsaren återstoden av gasen och med en låg inställer du argonflödeshastigheten i brännaren.

Tryckmätare och slang.
För svetsning behövs volframelektroder. De kommer med en blå, gyllene, röda eller gröna spets för olika typer av metaller. Den mest mångsidiga är spetsens blå färg. Diametern på elektroden 1,6-4,0 mm väljs beroende på kraven på sömens bredd, smältdjupet och maximal strömstyrka.

Elektroder för argonbågsvetsning.
Argonsvetsning kan utföras utan tillsatser, om delarna är tätt monterade ihop och det inte finns någon stark mekanisk belastning på strukturen. I andra fall används påfyllningstråd av samma material som huvudmetallen som svetsas.

Påfyllningstråd för argonbågsvetsning.
Video. Vad är argonsvetsning och hur man väljer en enhet för argonbågsvetsning
De bästa argonsvetsmaskinerna
Efter att ha beaktat kriterierna för att välja utrustning för argonsvetsning kommer vi att gå vidare till specifika modeller som har fått positiva recensioner från svetsare.
Bästa DC Argon Arc svetsmaskiner
För att svetsa järnmetaller, rostfritt stål och koppar används inverterare som producerar likström. Här är en ranking av de bästa modellerna från denna kategori.
RESANTA SAI-230 HELL (TIG, MMA)
Först är Resanta SAI-230 inverter. Argonapparaten kan arbeta från ett 170-242 V-nätverk och alstrar en likström på 10-230 A. Vid maximal prestanda är tiden 70%, vilket gör att den inte bara kan användas för inhemska behov. Förutom TIG-svetsning stöder utrustningen MMA-läge, för vilket det finns en brytare på frontpanelen. Detta är bekvämt där det krävs omväxlande snygg argonsvetsning och skärning med belagda elektroder. Modellen väger 11 kg. En fackla och jordkabel levereras. Tillverkaren ger 2 års garanti på det.

Fördelar RESAI SAI-230 HELL (TIG, MMA)
- Hög effekt 230 A för 6 mm penetration.
- Axelrem för bärande.
- Kontaktlös tändning vid användning av en brännare med en oscillator (det finns ett kontaktdon för anslutning av styrning från brännaren);
- Strömmen sjunker till 10 A för svetsning av arkmaterial 0,8 mm.
- Järnhöljet tål lång tid de hårda konstruktionsförhållandena.
- Attraktivt pris.
- Pålitliga kontakter.
Nackdelar RESAUT SAI-230 HELL (TIG, MMA)
- Det finns ingen visning för visuell kontroll av inställningar.
- Demontera dammblåsarhuset under lång tid.
- Det finns inget styvt handtag för att ordna om enheten på plats.
- När man arbetar i ett fuktigt rum försämras transistorerna snabbt.
- Enligt granskningarna har svetsarna inte tillräckligt med kabellängder.
Slutsats. Denna anordning för argonbågsvetsning är känd för närvaron av en andra "vridning" för justering av ljusbågens induktans. Detta gör att du kan styra svetsbenets penetreringsdjup och höjd. Funktionen är användbar för att svetsa kritiska strukturer, speciellt hörn- och tee-fogar.
Svarog REAL TIG 200 W223
Ytterligare i klassificeringen finns en argoninverterare från Svarog. Enheten är tillverkad i ett järnfodral och har en display för finjustering av strömstyrkan.Anslutningarna på frontpanelen är utformade för att ansluta en fackla med tryckknappsstyrning av gas och spänning. En separat vippbrytare, du kan välja MMA- eller TIG-läge. Omformaren kan fungera från ett nät med en reducerad indikator på 160 V. Svetsströmens justering är 10-200 A. Spänningen är maximalt 60%. Utrustningen väger 7 kg och har måtten 42x16x31 cm. Luftkylning tillhandahålls. Modellen stöder arbete med elektroder 1,6-3,2 mm i diameter.

Fördelar Svarog REAL TIG 200 W223
- Det finns en digital skärm för exakt inställning av antalet ampere.
- Kroppens metallhörn är täckta med gummi.
- Utformad för att ansluta en brännare med full knappkontroll.
- Det finns ett handtag för att flytta på plats.
- Kompakta mått på 42x16x31 cm förenklar transport och lagring.
- Låg effekt 4,83 kW tillåter argonsvetsning från en gasgenerator.
- Säker öppen kretsspänning 56 V.
- Ingen stänk vid svetsning.
Nackdelar Svarog REAL TIG 200 W223
- Strömbrytaren visas på baksidan, vilket inte är bekvämt för alla svetsare.
- Hot Start- och Anti-stick-funktionerna i MMA-läge fungerar inte i praktiken (bara en marknadsföring).
- Det är ingen justering av den preliminära gasförsörjningen.
- Slimmad brännare i utseende.
Slutsats. Denna argonbågsvetsmaskin kännetecknas av närvaron av tidsinställning för rensning efter gas. Funktionen är användbar när man arbetar med gjutjärn och koppar för att säkerställa gradvis kylning och för att förhindra reaktionen med kol, vilket skapar porer. Spolningsintervallet är justerbart från 2 till 10 sekunder. Tillverkaren ger också en 5-årsgaranti på den här enheten, vilket användare gillar i recensioner.
Quattro Elementi B 225 (TIG, MMA)
Denna kategori kompletteras av varor från den italienska tillverkaren. Argonsvetsmaskinen är konstruerad för att ansluta metaller upp till 6 mm tjocka. Den har ett arbetsströmområde 10-225 A. När den är ansluten till ett nätverk förbrukar den 7,8 kW. Användning av elektroder på 1,6-5,0 mm är tillåtet. Du kan växla till MMA-läge, vilket kompletteras med funktionerna "Anti-stick" och "Hot start". Starttiden är 80% här, men om du minskar strömstyrkan från 225 till 180 A blir indikatorn 100%. För effekt, en spänning på 170-260 V.

Fördelar med Quattro Elementi B 225 (TIG, MMA)
- Det finns öglor för att fästa en axelrem.
- Två MMA-lägen och
- Digital skärm för exakt aktuell inställning.
- Tryckknappsväxlingslägen.
- Strömstyrkan kan reduceras till 10 för att svetsa plåt 0,6-1,0 mm.
- Med en strömstyrka på 180 A är PV-värdet 100%.
- Om spänningen sjunker, fungerar matlagning "twosome" ändå.
- Alla parametrar motsvarar deklarerade.
Nackdelar Quattro Elementi B 225 (TIG, MMA)
- Drar mycket damm in i kroppen.
- Endast ventilbrännare finns tillgängliga.
- Strömbrytaren finns på baksidan.
- En argonbrännare behöver köpas - endast kabeln och hållaren för RDS ingår.
Slutsats. Även om denna växelriktare endast kan koka argon med en ventilbrännare, är det särskilt lätt att röra vid bågen, eftersom den öppna kretsspänningen är 85 V. Argonapparaten är också tilldelad med en vikt på 5,5 kg, vilket gör den bättre lämpad att bära på axeln under hög höjdarbete eller svetsning längs en lång konstruktion.
Den bästa universalapparaten för argonbågsvetsning DC / AC
Om du regelbundet behöver svetsa aluminium väljer du enheter med möjlighet att växla likström till växelström. En sådan funktion indikeras i namnet med beteckningen AC / DC. Här är de bästa modellerna i denna kategori.
Aurora PRO INTER TIG 200 AC / DC PULSE
Detta är en kinesisk argonapparat med högkvalitativ montering. Modellen drivs av ett enfasnät och producerar 5-200 A. Den är utrustad med kablar med ett tvärsnitt DX50. Spänningen i öppen krets är 44 V. Luftkylning sker. PV når maximalt 60%. Enheten kan manövreras vid en omgivningstemperatur på -20 till +50 grader.Alla elektriska kablar är tillverkade med isoleringsklass F. Som tillval kan fjärrkontrollen anslutas.

Fördelar Aurora PRO INTER TIG 200 AC / DC PULSE
- Stort hus med många kylhål.
- Högkvalitativ montering.
- Den lagar bra rostfritt stål och koppar.
- Det finns nästan ingen neddragning av nätspänningen.
- Det finns två hårda handtag för transport.
- Många inställningar för att öka och fluktuera strömstyrkan.
- Låg belastning på nätverket 4,5 kW.
- Kontaktlös tändning av elektroden.
Nackdelar Aurora PRO INTER TIG 200 AC / DC PULSE
- För att ändra vikten på 20 kg krävs ansträngning.
- Det är inte alltid lätt att hitta en plats att placera i ett litet garage
- I MMA-läge fungerar inte brännaren.
- Alla ytterligare funktioner visas inte på skärmen - blindjustering.
- Endast en brännkåpa ingår.
- Ingen kraterbryggningsfunktion.
Slutsats. Omformaren för argonsvetsning är känd för närvaron av 4T-läge. Detta gör att du kan slå på svetsningen och inte hålla knappen intryckt på facklan. Läget är praktiskt för långa sömmar under svetsning av flänsar eller tillverkning av behållare. Tillverkaren tillhandahåller också en brännare med ett slangpaket på 4 m, vilket är användbart när man skapar stora strukturer. Pulsfunktionen hjälper dig att ansluta tunna plåtar av rostfritt stål och aluminium utan att vrida sig.
BRIMA TIG-200P AC / DC
En annan värdig produkt från en tysk tillverkare. Argon-enheten är monterad i Kina, men enligt utvärderingarna är den enkel och pålitlig som en AK-47-attackgevär. Omformaren genererar en strömstyrka på 10-200 A medan den förbrukar 5 kW. Lämplig för anslutning till ett enfas nätverk. PV vid maximal ström når 60%. Den professionella modellen är luftkyld. Tomgång - 56 V. Den är utrustad med en brännare med volframelektrod och kontaktfri tändning.

Fördelar med BRIMA TIG-200P AC / DC
- Kontaktdon för professionella brännare med antändning utan kontakt.
- Tuffa handtag.
- Digital display.
- Överbelastning och överhettningsskydd.
- Stöder två svetsningssätt TIG och MMA.
- Det finns inställningar för bildandet av bågen.
- Låg belastning på nätverket på 5 kW.
- Lågbrus.
Nackdelar BRIMA TIG-200P AC / DC
- Vikt 25 kg gör transporten svår.
- Stora storlekar 50x35x36 cm.
- Om skyddet har fungerat kommer det inte att slås på på 30 minuter (allt arbete stannar).
- Svag markterminal - kan brinna ut efter 2 månaders aktiv användning.
- "Negativ" kabel 2 m lång.
Slutsats. Denna inverterare har gott om anpassningsalternativ som är användbara för en professionell svetsare i en verkstad eller verkstad. Gasens förreningstid ställs in från 0 till 2 s. Postgas kan vara från 2 till 10 s. Svetsaren väljer pulsens längd och frekvens. I slutet av svetsningen kan du välja ett värde för att minska strömstyrkan med 10 A för att undvika en fistel i "låset". Allt detta är lämpligt för framställning av kritiska strukturer, som därefter till och med passerar inspektion av en bristdetektor.
Funktioner för svetsning av olika metaller
Vid argonsvetsning av något material måste du lära dig några regler. Spalten mellan elektroden och ytan bör vara 2-5 mm. Håll brännaren i en vinkel på 45 grader. Vanligtvis hålls det med höger hand, och påfyllningstråd serveras med vänster. Rör inte vid änden på nålen med tillsatsen - elektroden blir smutsig, bågen försämras, volfram kan jonas in i svetsbassängen. Tillsats levereras för att möta brännaren. Formad söm bör lämnas bakom och varm gas ska komma ut till arbetsstyckets ännu inte anslutna sidor.
Vid svetsning av vissa metaller finns det ytterligare regler som en nybörjare kan känna till.
aluminium
Här är barriären en eldfast oxid på toppen. För att förstöra det, använd växelström omvänd polaritet. Detta bidrar till uppvärmningen av ytan utan överhettning av elektroden. Växelspänning växlar processen och förhindrar att arbetsstycket smälts för mycket för att bilda en genombränning. Pulsfunktionen eller dubbelpulsfunktionen är särskilt användbar, från vilken sömmarna blir ännu bättre.
| Arbetsstyckets tjocklek, mm | Volframelektrodens diameter, mm | Stångdiameter, mm | Strömstyrka, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
koppar
I flytande tillstånd reagerar det med väte, vilket leder till bildandet av stora porer. Här kan du använda likström eller växelström, men bara med omvänd polaritet. Det rekommenderas också att öka flödet av argon från 1,5 till 2 liter per minut. I detta fall krävs inte påfyllningstråd, eftersom metallen är flytande och kanterna smälter tillräckligt för att bilda en stark fog. I stället för en volframelektrod är det värt att använda en grafit, även klassificerad som icke-förbrukningsbar.
| Typ av elektrod | Arbetsstyckets tjocklek, mm | En elektrodns diameter, mm | Strömstyrka, A | Båglängd, mm |
|---|---|---|---|---|
| grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| täckt | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titan
Aktivt material som reagerar med omgivande luft. Svetsning utförs på en ökad argonmatning för att skydda svetsbassängen. Till skillnad från koppar och aluminium har titan en låg värmeledningsförmåga. För att säkerställa en tillförlitlig anslutning av sidorna måste kanterna på sömmen förstärkas med ytterligare sömmar. När du arbetar med arbetsstycken som är tjockare än 1,5 mm används en titanpåfyllningstråd.
| Arbetsstyckets tjocklek, mm | En elektrodns diameter, mm | Tråddiameter, mm | Strömstyrka, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Efter att ha studerat funktionerna i att välja enheter för argonbågsvetsning och överväga bedömningen av de bästa modellerna, kan du välja en växelriktare för att utföra dina uppgifter i en privat verkstad eller i produktion.








